Steelmax Tools offers an extensive line of manually operated and automatic beveling machines for plate and pipe. We offer cold beveling systems which mill or shear creating consistent uniform weld preparation without thermal distortion or creation of a HAZ. Our Plate bevelers and pipe bevelers feature industry leading accuracy and control. Additionally, we offer track-guided cutting systems for beveling with thermal cutting processes such as Oxy-Fuel or Plasma.




ABM 50 Double-Sided Beveling Machine
Self-Propelled, Inverting, Infinitely adjustable angle Beveling Machine.
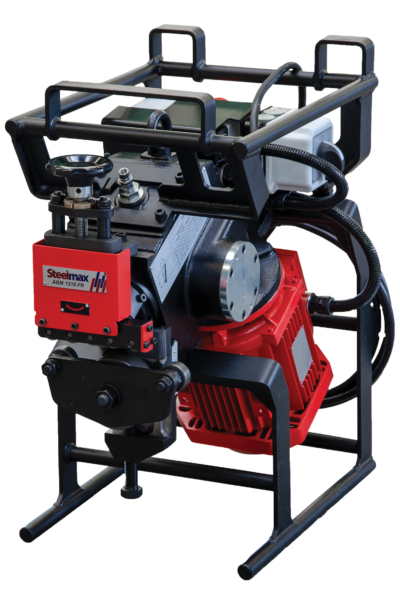
ABM1218 FR Double-Sided Plate/Pipe Beveling Machine
Portable beveling machine capable of producing weld-ready bevels on flat plates of any shearable material up to 100,000 psi tensile strength.
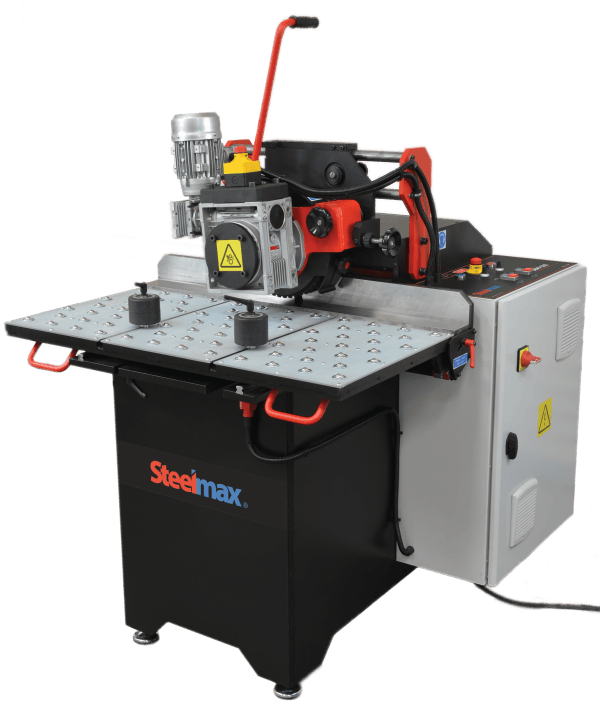
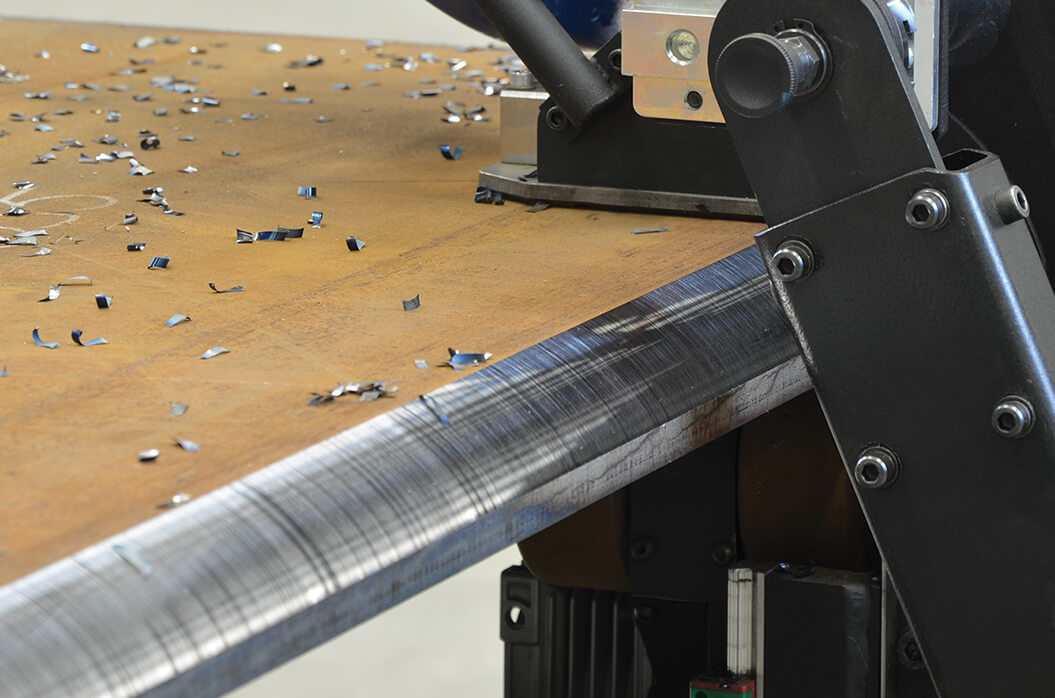
SBM 500 Stationary Beveling Machine
Robust & Efficient solution for beveling & deburring steel plate, angle, square/rectangular tubing & pipe.
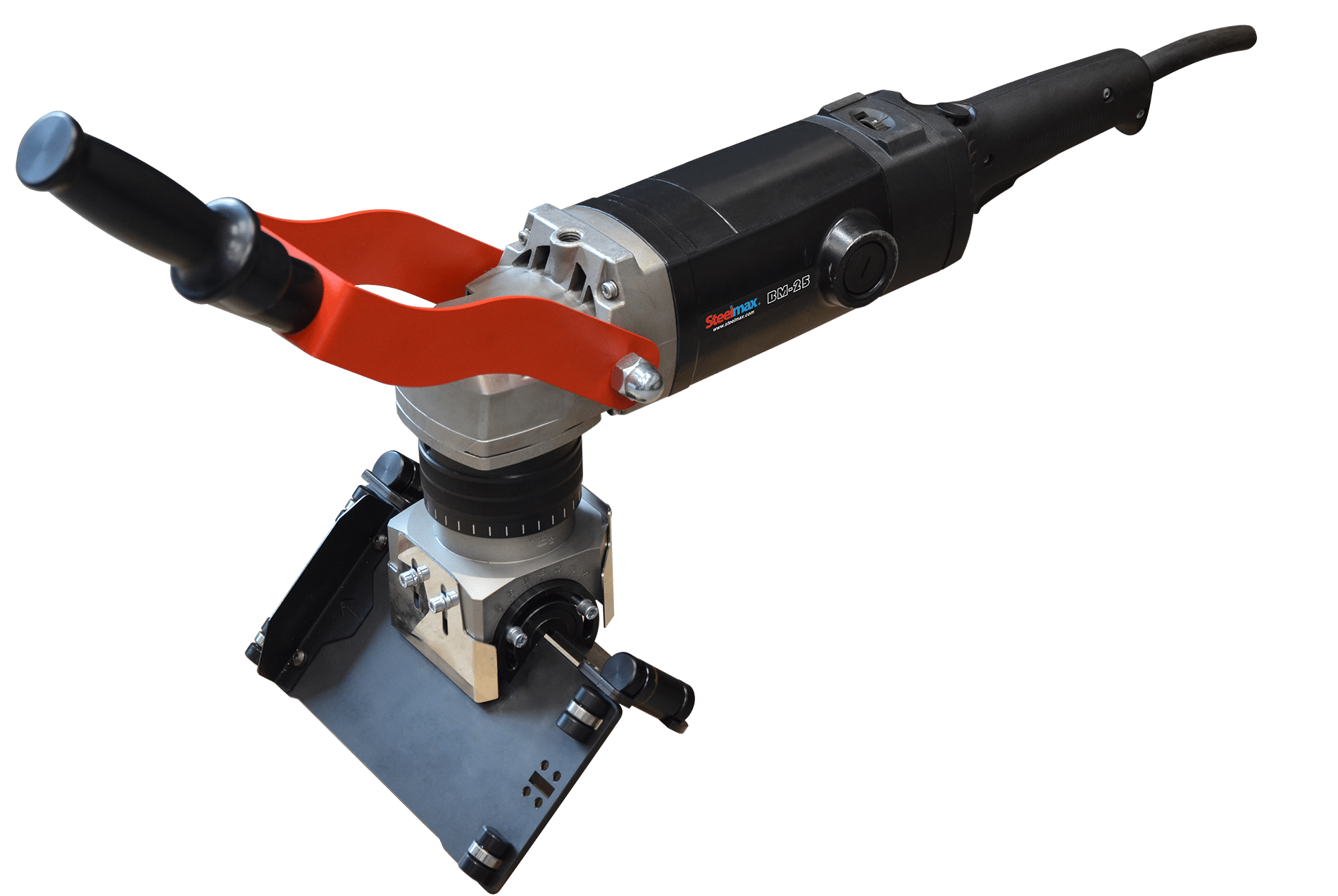
BM25 Portable Plate Beveling Machine
Produces accurate, high quality, machined bevels from 0 to 90 degrees with a maximum bevel width up to 1” (25mm) using a high-speed rotory milling head with 5 replaceable carbide cutting inserts.

ABM 30 Auto Feeding Double Side Beveler
Portable auto-feed plate beveling machine bevels top, face and bottom edges. This trackless beveler moves along steel plate and produces high-quality, double-sided bevels without thermal distortion or HAZ.

BM21 SS Portable Beveling Machine for Stainless Steel
A customized version of our industry-leading BM21 beveling machine specifically designed for use on stainless steel plate and pipe.

BM21 Portable Beveling Machine
Reduce your costs and lay the foundation for high-quality welds with the Steelmax BM21, it produces no heat affected zone or distortion of the work piece.

BM20 Plus Portable Beveling Machine
Low-cost, heavy duty, portable hand operated beveling machine designed to mill accurate high quality bevels for weld preparation on plate and pipe.

BM18 Portable Beveling Machine
A light weight portable beveling machine for use on flat, curved or rolled plate. It can also perform OD and ID bevels on pipe.
 MPB32 Pro Manual Pipe Beveling System
MPB32 Pro Manual Pipe Beveling System
Create highly repeatable and consistent fit-up, dramatically reducing cycle times and improving work flow and producing accurate weld preparation in minutes.
 APB32 Pro Automatic Pipe Beveling System
APB32 Pro Automatic Pipe Beveling System
 APB32 Pro Automatic Pipe Beveling System
APB32 Pro Automatic Pipe Beveling SystemProduce accurate weld preparation in minutes, mounts to outside edge of pipe/tubing with a minimum outside diameter of 10″. In standard configuration, the APB32 Pro can bevel pipe up to 32″ in diameter.
 PB5 Pipe Beveling Machine
PB5 Pipe Beveling Machine
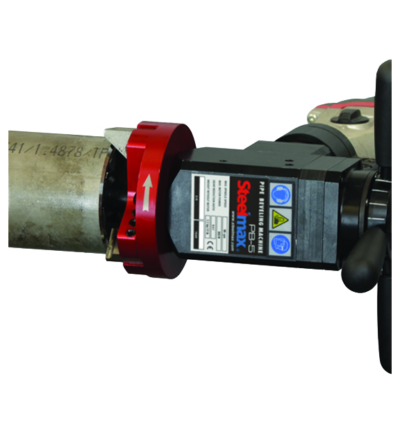 PB5 Pipe Beveling Machine
PB5 Pipe Beveling MachineExtremely productive when full penetration welding is required, utilizing a self-centering mandrel the PB5 can be rapidly deployed from one pipe to another.
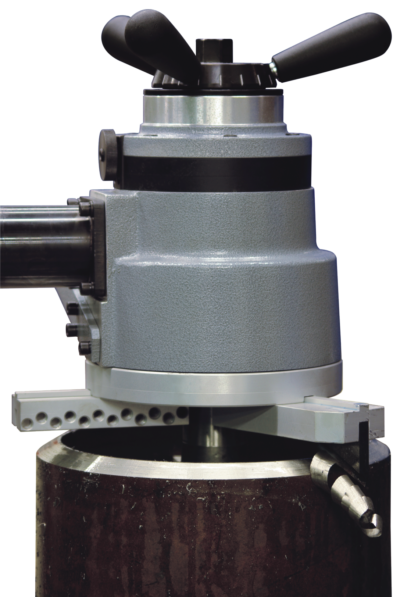 PB10 Pipe Beveling Machine
PB10 Pipe Beveling Machine PBM 1000 High Speed Pipe Beveling System
PBM 1000 High Speed Pipe Beveling System